
微孔发泡PP是指泡孔分布均匀、泡孔平均直径在1~100 μm,泡孔密度大约为
106~1011 个/cm3,材料的密度相比于未发泡减少8~15%的发泡材料,由于微孔发泡PP中的微孔改变了原始聚合物材料中应力的分布以及应力在材料中的传递方式,使得微发泡聚合物表现出有别于其他连续材料的力学特性。比如具有质轻、比强度高、隔音、冲击强度更高等优点,并且其抗疲劳寿命甚至可以数十倍地提高,同时其绝缘、保温性能等也会大幅度地增加。因此,微发泡PP特别适用于对材料轻量化要求较高的领域,如汽车、轨道交通,船舶,风机叶片等。
目前,微发泡PP主要有以下几种成型方法:① 间歇成型法 ② 连续挤出成型法 ③ 注塑成型法。但是,间歇成型法,生产周期长,不适合应用于大规模工业化;连续挤出成型法虽然可以缩短生产周期,但是连续挤出成型法仅能制造结构简单的制品,限制了其应用范围。而注塑成型法具有生产周期短,又能制造复杂结构原件,可在传统注塑机的基础上进行改进,因此是目前工业上主要采用的方法。
1. 微发泡注塑成型技术的工艺与原理
注塑成型技术的原理是利用快速改变温度来使聚合物/气体均相体系进行微孔发泡,下图为典型的微孔塑料注塑成型技术的系统结构示意图。
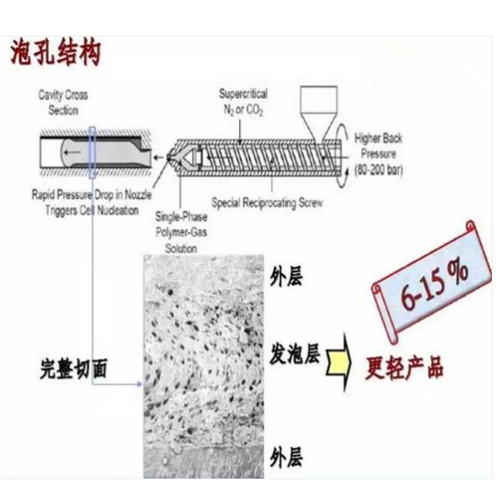
其工艺过程为:聚合物粒料通过料斗加入机筒,通过螺杆的机械摩擦和升温加热器使粒料熔为聚合物熔体,N2或CO2等小分子气体通过计量阀的控制以一定的速率注入机筒内的聚合物熔体中(或通过在聚合物中添加化学发泡剂分解产生气体),与聚合物熔体混合均匀,形成聚合物/气体均相体系。
随后,聚合物/气体均相体系由静态混合器进入扩散室, 通过分子扩散使体系进一步均化,在这里通过快速升温加热器(例如,在1s内使熔体温度由190℃上升至240℃)使气体在聚合物熔体中的溶解度急剧下降,过饱和气体由熔体中析出形成大量的微小气泡核。为了抑制扩散室内已形成的气泡核快速生长, 扩散室内必须保持高压状态。
在进行注射操作前, 模具型腔中充满压缩气体。螺杆向前移动到指定位置后,将含有大量微小气泡核的聚合物熔体注入型腔内,压缩气体提供的压力可以防止泡孔在填充过程中的过分膨胀。填充过程结束后,降低型腔内的压力可以使泡孔膨胀。与此同时,模具的冷却作用使泡孔固化成型。
2. 工艺参数对微发泡PP性能的影响
发泡PP的性能依赖于发泡材料的相对密度和泡孔的结构特征。对于泡孔结构而言,增加泡孔尺寸分布的均匀性和减少泡孔尺寸是增强发泡制品性能的关键因素。有学者对此进行研究发现:在相同的密度条件下,泡孔尺寸越小,分布越均匀,发泡材料的拉伸性能越高;材料的减重幅度增大,拉伸性能降低;发泡制品的冲击强度跟相对密度以及皮层厚度有很大的联系等。对于注塑发泡PP来说,其发泡形貌受到温度、剪切力、型腔压力等的多重影响。注塑过程中工艺条件设置、添加纳米粒子、聚合物共混等对于获得较好发泡质量的制品有着很大的促进作用。


